
How Ice Cream Is Made in a Factory: The Industrial Ice Cream Manufacturing Process
Ice cream is one of the most beloved frozen desserts around the world. Its smooth texture, rich flavour, and refreshing coolness are the results of a carefully controlled manufacturing process. Behind every scoop lies a blend of food science, engineering, and artistry.
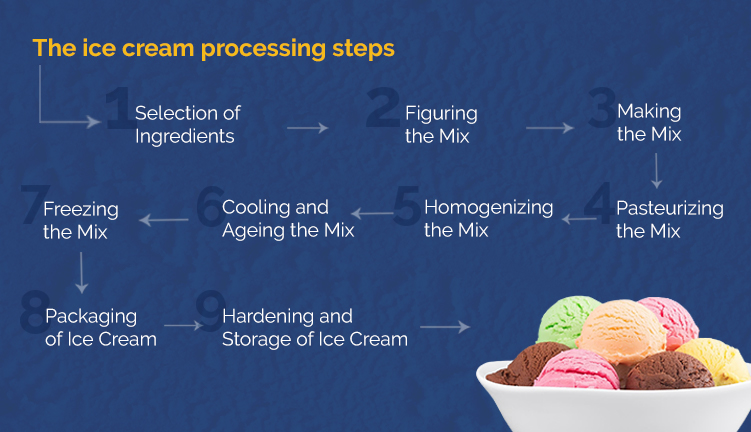
In this article, we explore the nine essential steps involved in the manufacturing and storage of ice cream—from ingredient selection to hardening and final storage. Each step contributes significantly to the quality, texture, and taste of the final product.
Steps of Ice Cream Processing
The ice cream processing steps includes:
- Selection of Ingredients
- Figuring the Mix
- Making the Mix
- Pasteurizing the Mix
- Homogenizing the Mix
- Cooling and Ageing the Mix
- Freezing the Mix
- Packaging of Ice Cream
- Hardening and Storage of Ice Cream
Step 1. Selection of Ingredients
The selection of ice cream ingredients depends on:
- Availability of milk products
- Perishability of the products
- Convenience in handling
- Effect on flavour, body and texture of ice cream
- Cost
- Equipment available
The selection of good ingredients is, without a doubt, the most important factor in the successful manufacture of ice cream. A clean, fresh, creamy flavour in ice cream can be achieved only by using products that have been carefully produced and properly handled.
Ice cream ingredients can be grouped into two categories: dairy and non-dairy products. Some dairy products serve as the primary source of fat, others as the main source of milk solids-not-fat, and some contribute both fat and milk solids-not-fat.
Non-dairy ingredients include sweetening agents, stabilizers and emulsifiers, flavours and colours, fruits, nuts, and other additives.
The common ingredients used in each category have been listed below:
I. Dairy Products
Source of Fat:
- Sweet cream—this is the most desirable con¬centrated source of fat for use in a mix
- Frozen cream
- Unsalted butter
- Butter oil
Sources of Milk-Solids-Not-Fat:
- Skim milk
- Skim milk powder—this is most frequently used as source
- Condensed skim milk (plain/sweetened)
- Sweet cream buttermilk
Sources of both Fat and Milk-Solids-Not-Fat:
- Whole milk
- Whole milk powder
- Condensed whole milk (plains/sweetened)
- Evaporated milk
II. Non-Dairy Products
Sweetening Agents:
- Cane or beet sugar (sucrose) sweetest common
- Corn sugar (dextrose)
- Corn syrup solids (dextrose + maltose)
- Corn syrup
- Invert sugar (glucose + fructose)
- Saccharin
Stabilizers:
- Gelatin- orthodox vegetarians object to its use in ice cream
- Sodium alginate—this is of vegetable origin and widely used
- Guar gum—this is of Indian origin
- Others
Emulsifiers:
- Mono-or di-glycerides of fat-forming fatty acids.
Flavours:
- Vanilla—this is the most popular flavour all over the world
- Chocolate
- Strawberry
- Pineapple
- Lemon
- Banana
- Mango
- Orange
Colours:
- Yellow
- Green
- Pink etc.
Egg Solids:
- Yolk solids—improve whipping ability.
Fruits and Nuts:
- Apple
- Banana
- Mango
- Pineapple
- Grape
- Almond
- Pistachio
- Cashew nut
- Walnut
- Groundnut.
Step 2. Figuring the Mix
A knowledge of ice cream mix calculation is helpful in properly balancing a mix, establishing and maintaining uniform quality, and producing ice cream that conforms to legal standards. Ice cream mixes can be divided into two categories: simple and complex.
Simple mixes require minimal calculation and are composed of ingredients, each supplying only one constituent. Complex mixes, on the other hand, are more challenging to calculate. They include formulations in which at least one constituent is derived from two or more ingredients.
Before a mix can be calculated, it is necessary to:
- Decide upon the composition of the mix to be made.
- Decide on the amount of mix to be made in the batch at one time. (Whatever the amount, it may be calculated on the basis of 100 kg).
- Choose from the available ingredients those that will give the desired quality characteristics and composition at the lowest cost.
- Be familiar with the composition of ingredi¬ents to be used.
Step 3. Making the Mix
To make good ice cream, milk products and other ingredients must first be carefully selected and combined to achieve the desired texture and a delicately blended flavour. Clearly, the use of good, wholesome ingredients and the accurate calculation of a balanced composition must precede the mixing process. Ingredients are typically blended in a vat, where they are heated to facilitate dissolving, blending, and pasteurization.
The mixing process can vary widely in scale. It may range from a small-batch operation, where each ingredient is weighed or measured into a pasteurizing vat, to a large-scale, automatic, continuous operation where ingredients are metered in. Some continuous mix-making procedures are actually modified versions of the batch process.
(Modern electronic computers can be used to control both cost and quality in mix preparation through the mathematical technique known as linear programming.)
The typical order of ingredient addition is as follows:
All liquid ingredients are first placed in a jacketed vat equipped with a power stirrer. Agitation and heating begin immediately. Dry ingredients—such as skim milk powder, sugar, and stabilizer—are added while the liquid is being agitated and before the temperature reaches 49°C.
To prevent lumping of dry ingredients, they can either be:
- Thoroughly mixed with part of the sugar before being slowly added to the liquid, or
- Sifted or gradually stirred into the agitated liquid.
If gelatin is used as the stabilizer:
- It should be mixed with an equal volume of sugar and added before the mix reaches 49°C,
- Or it can be sprinkled on the surface of the cold liquid and allowed to soak before heating,
- Alternatively, it may be soaked in water and then heated until fully dissolved, and then added to the warm mix (between 38°C and 49°C).
If sodium alginate (Dariloid) is used:
- It should be added only after the liquid reaches at least 66°C.
- The dry Dariloid should not be soaked but stirred into cold water and immediately added to the hot mix.
For frozen ingredients such as butter, plastic cream, or frozen cream:
- These should be cut into small pieces and added early enough to allow full melting before the pasteurizing temperature is reached.
With a few exceptions, colouring and flavouring agents are added during the freezing stage of the process.
Step 4. Pasteurizing the Mix
Proper pasteurization of all ice cream mixes should be considered essential, as it destroys pathogenic (disease-causing) bacteria, thereby protecting consumer health. Pasteurization is now widely regarded as highly desirable and involves only a slight additional cost. Moreover, the homogenization process is most effectively carried out at pasteurization temperatures, making it efficient to combine the two steps.
The advantages of pasteurization are:
- It renders the mix completely free of pathogenic bacteria
- It dissolves and helps to blend the ingredients of the mix
- It improves flavour
- It improves keeping quality
- It produces a more uniform product
Proper pasteurization consists in rapidly heating the mix to a definite temperature, holding it at that temperature for a definite mini¬mum period of time and then rapidly cooling it to below 5°C
The ISI specifications for pasteurization temperature-time combination for ice cream mix are as follows:
- Batch method— 68.5°C for not less than 30 min.
- HTST method— 80.0°C for not less than 25 sec.
There is a growing trend toward using higher-temperature processes. In the batch system, the mix is typically heated and held before being sent to the homogenizer, after which it passes through a cooling system. The heating and holding steps are often carried out in the same vat used for mixing the ingredients.
Ice Cream Processing Flow Chart
Step 5. Homogenizing the Mix
Homogenization of the ice cream mix is an essential step in the manufacturing process. Its primary purpose is to create a permanent and uniform suspension of fat by reducing the size of fat globules to a very small diameter—ideally between 2 and 10 microns.
The advantages of homogenization are:
- It prevents fat separation during ageing
- Produces more uniform ice cream with a smoother texture
- Improves whipping ability
- Shortens ageing period
- Decreases the risk of churning occurring in the freezer
- Leads to the use of slightly less stabilizer
Note:
Butter, butter oil, and frozen cream can be used in the mix only when the latter is homogenized.
The mix is usually homogenized at temperatures between 63°C and 77°C. At lower temperatures, homogenization tends to increase the formation of fat globule clumps, as well as the viscosity of the mix and the freezing time in batch freezers.
The pressure required for homogenization depends on several factors: the desired viscosity, the composition and stability of the mix, the temperature used, and the construction of the homogenizing machine. For an average mix containing 3% to 12% fat, a pressure of 172 to 200 bar with a single valve, or 172 to 200 bar in the first stage and 35 bar in the second stage, generally yields good results.
Step 6. Cooling and Ageing the Mix
Cooling the mix immediately after homogenization to a temperature between 3°C and 5°C is essential. After cooling, the mix should be held in ageing tanks until it is ready for use. For this purpose, surface or cabinet-type coolers are generally employed.
Ageing—the practice of holding the mix at a low temperature for a specific period before freezing—has been used since the early days of the ice cream industry. The ageing temperature should not exceed 5°C. Under typical commercial conditions, the mix is aged for 3 to 12 hours, with the exception of mixes containing sodium alginate, which do not require ageing.
Ageing produces the following results:
- It improves the body and texture of ice cream
- Improves whipping capacity of mix
- Increases maximum overrun
- Increases melting resistance
Step 7. Freezing the Mix
When the mix has been properly aged, it is ready for the freezing process, which follows immediately. Freezing is one of the most important operations in the making of ice cream for upon it depends the quality, palatability and yield of the finished product.
The freezing process may, for convenience, be divided into two parts:
- The mix, with the proper amount of colour and flavouring materials generally added at the freezer, is quickly frozen while being agitated to incorporate air in such a way as to produce and control the formation of small ice crystals—so necessary to give smoothness in body and texture, palatability and satisfactory overrun in the finished ice cream.
- When the ice cream is partially frozen to a certain consistency, it is drawn from the freezer into packages and quickly transferred to cold storage rooms, where the freezing and hardening process is completed without agitation.
Note:
Although the general procedure of the freezing process is easily learnt, the correct handling of the details to produce a uniform product requires expert judgement and almost split-second timing a technique acquired only through experience guided by continual and careful study.
Classification of Freezers:
Freezers may be classified as follows:
- Batch Freezer: Horizontal, Direct Expansion (Freon or Ammonia).
- Continuous Freezer: Horizontal, Direct Expansion (Freon or Ammonia).
- Soft Serve Freezer: Batch and Automatic Continuous Freezers of the Direct Expansion type.
Step 8. Packaging of Ice Cream
When ice cream is drawn from the freezer, it is usually collected in containers which give it the desired shape or size for convenient handling during the hardening and marketing processes. The chief requirements for packages of ice-cream are- protection against contamination; an attractive appearance; ease of opening and reclosure; and ease of disposal. Protection against moisture loss and temperature fluctuations is also desirable.
Multi-Service:
This type of container is seldom used in modern operations; a tinned-steel can is an example. They are cleaned, sani¬tized and used repeatedly.
Single Service:
This type of package has met with increasing favour, especially during recent years. The quantity filled may be for bulk or retail sale. Most bulk ice cream is packaged in fibre board cartons coated with wax or polythene-wax blends for protection against moisture and oxygen.
Retail ice cream may be packaged in cups, stick or bars. Cups may be of paper or cardboard, treated as above to make them impervious to moisture. The recent trend is towards multi- packs (such as six packs) in polythene bags, multi-bars in foil cartons, etc.
Step 9. Hardening and Storage of Ice Cream
When ice cream is drawn from the freezer and placed into containers for the hardening room, it has a semi-fluid consistency that is not firm enough to hold its shape. Therefore, the freezing process continues-without agitation-during hardening until the temperature of the ice cream reaches -18°C or lower.
As in the initial freezing stage, rapid hardening is desirable, since slow hardening promotes the formation of large ice crystals and results in a coarse texture. Most operators allow a hardening time of approximately 12 hours to achieve optimal results.
The factors affecting hardening time are:
- Size and shape of the ice cream package
- Speed of (cool) air circulation
- Temperature of cooling air
- Section of the hardening room
- Temperature of ice cream drawn from the freezer
- Composition of mix
- Percentage overrun in the ice cream being hardened
In Conclusion, from selecting the right ingredients to precise freezing and packaging, each step in the ice cream manufacturing process plays a vital role in ensuring a safe, smooth, and delicious product. Innovations in equipment, improved formulations, and stricter hygiene standards have enabled producers to deliver consistent quality while satisfying diverse consumer preferences. Whether it’s a classic vanilla cone or a gourmet chocolate chip sundae, every delightful scoop is a result of this meticulous process!
Table of Content
Webinar: Optimized
System Solutions for Ice Cream Mix Processing Plants
Get valuable insights on the right optimum process configuration, equipment, and lines for
the Ice Cream Mix Preparation and Processing in our Emerging Food Tech Webinar Series.